
Портальный кран «Апплеваж» грузоподъемностью 10 т. Чертеж общего вида—№ 211.621, стрелы —№ 211.628Е.
9.1. Описание дефекта
Деформация и трещины в раскосе стрелы, выполненном из двух уголков 60X60X6. Раскос подлежит замене.
9.2. Устранение дефекта
9.2.1. Проверить сертификаты металла фирменного уголка 60X60X6.
Подобрать прокат, изготавливаемый в СССР по ГОСТу. По химсоставу и механическим свойствам сталь ВСтЗпс5, ГОСТ 380—71, или сталь, указанная в приложении 3 (справочном) заменяет французскую марку стали уголков, из которых изготовлен раскос.
9.2.2. Удалить деформированный раскос, предварительно удалив заклепки, которые его крепят к узлам фермы.
9.2.3. Изготовить новый раскос из уголков 63X63X6 из материала ВСтЗпс5, ГОСТ 380—71. Длину нового раскоса принять равной длине фирменного.
Соединительные планки раскоса изготовить также из стали ВСтЗпс5, ГОСТ 380—71.
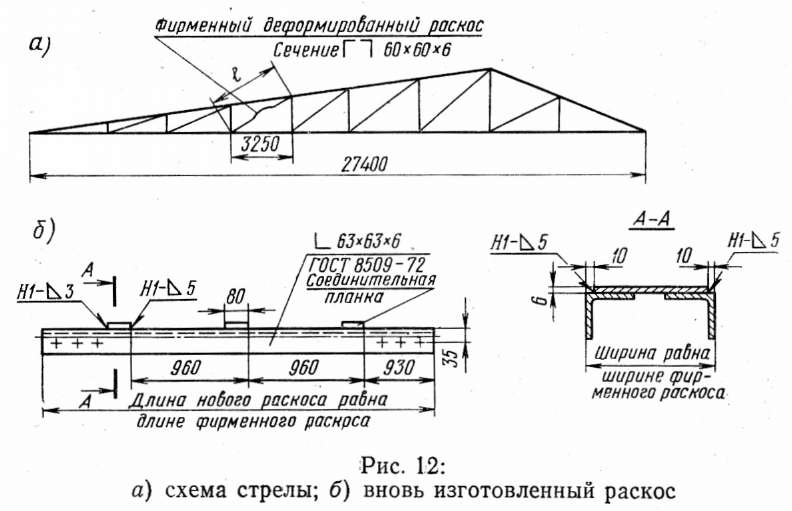
Размещение соединительных планок выполнить по СНиП II-В.З—72 «Стальные конструкции. Нормы проектирования», (рис. 12,б). 9.2.4. Проверить гибкость нового раскоса по формуле

где [350] — допускаемая гибкость для растянутых стержней;
l —геометрическая длина раскоса = 3860 мм;
r — радиус инерции уголка относительно оси сечения уголка, параллельной плоскости фермы, = 1,93 см.
9.2.5. Отверстия в раскосе выполнить по отверстиям в косынках узлов, куда присоединяется раскос. Диаметр и количество заклепок принять равным диаметру и количеству фирменных. Материал заклепок СтЗ, ГОСТ 499—70, сортамент заклепок по ГОСТ 10299—68.
9.3. Технология ремонта и технические требования
9.3.1. Все работы по замене раскоса производить при стреле на минимальном вылете без груза.
9.3.2. Удаление заклепок вести путем газовой срезки заклепочных головок без повреждения металла конструкции или высверливанием.
9.3.3. Клепку, контроль качества клепки и регистрацию ее произвести согласно настоящему РД.
9.3.4. Сварку производить по ГОСТ 5264—69 электродами типа Э42-А, ГОСТ 9467—75.