
Кран «Кировец» грузоподъемностью 10 т, чертеж общего вида № 2001.00.0000, стрелы № 2001.05.0000.
2.1. Описание дефекта
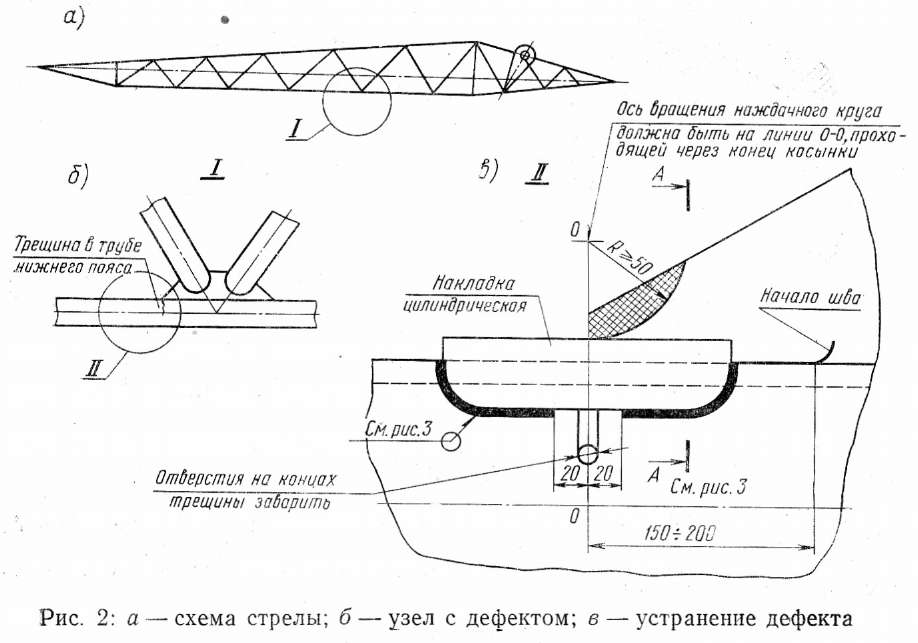
Трещина в трубе нижнего пояса стрелы (рис. 2,а,б).
2.2. Устранение дефекта
2.2.1. Засверлить концы трещин сверлом 10 мм.
2.2.2. Разработать фаски под шов С18 по ГОСТ 5264—69 на трещине.
2.2.3. Удалить шов, соединяющий косынку с поясом, на длину 150—200 мм (рис. 2,в).
2.2.4. Удалить часть косынки (заштрихована, см. рис. 2,б).
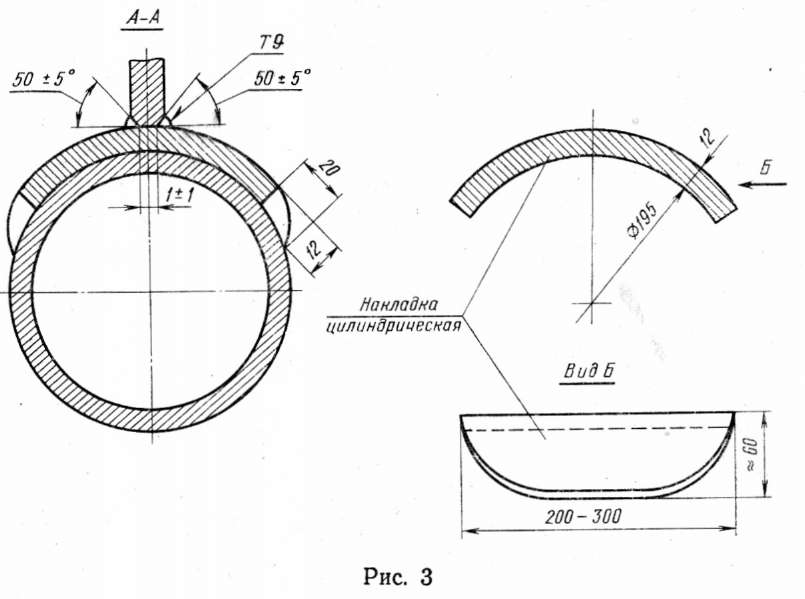
2.2.5. Зачистить шов заподлицо с трубой, подложить под косынку заранее изготовленную цилиндрическую накладку (рис. 3) с овальными концами и приварить ее к поясу, как показано на рис. 2,в. При этом швы должны быть непрерывными, оканчиваться на косынке, не доходя 20 мм до поперечного шва по месту бывшей трещины (если трещина выходит за пределы накладки).
2.2.6. Косынку приварить к накладке, обратив особое внимание на качество сварки в месте пересечения швов, соединяющих накладку с трубой и косынку с накладкой. Концы швов, крепящих косынку, обработать, как показано на рис. 2,в.
2.3. Технология ремонта и технические требования
2.3.1. Все работы производить на минимальном вылете без груза, коромысло закрепить на каркасе.
2.3.2. Удаление сварных швов производить воздушно-дуговой строжкой (угольный электрод с воздушным соплом) или газорезательным аппаратом. После удаления швов места срезки зачистить от окалины, окислов и науглероженного слоя.
Электродуговая резка металла запрещается.
2.3.3. Зачистку производить пневмо- или электромашинками с наждачным камнем.
2.3.4. Сварку производить по ГОСТ 5264—69 электродамп типа Э-42А, ГОСТ 9467—75.
2.3.5. Контроль сварочного шва произвести внешним осмотром и ультразвуком согласно настоящему РД.