Операции ремонта металлоконструкций
Торгуй на бирже с coinbot.biz
Автоматизируй торговлю бесплатно, без скрытых платежей
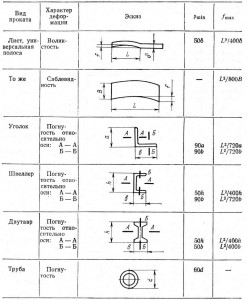
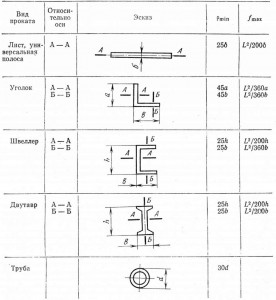
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.1.1. Правка применяется в случаях, когда фактические отклонения от проектной формы (прямолинейности и плоскостности) отдельных элементов и узлов металлоконструкций превышают величины, указанные в заводской документации на соответствующие узлы крановых металлоконструкций, а при их отсутствии—величины, приведенные в приложении 8 справочном. 1.4.1.2. Исправление …
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.2.1. Элементы металлоконструкций, получившие существенные деформации, а также имеющие трещины, пробоины и другие дефекты, не поддающиеся ремонту, должны быть частично или полностью заменены новыми. 1.4.2.2. Прокатная сталь, предназначенная для применения при ремонте металлоконструкций, должна быть очищена от ржавчины, грязи и тщательно …
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.3.1. При сборке конструкций должна быть обеспечена точность соединений в пределах размеров и допусков, установленных чертежами и настоящим РД. 1.4.3.2. Детали, поступающие на сборку, должны быть тщательно выправлены и очищены от заусенцев, грязи, масла, стружки, сварочных брызг, ржавчины и пр. Элементы, …
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.4.1. Сварка крановых металлоконструкций должна (производиться по заранее разработанному технологическому процессу, Правилам Госгортехнадзора и настоящему РД с учетом специфики свариваемого изделия, используемого оборудования и оснастки. 1.4.4.2. Технологический процесс устанавливает последовательность сборочно-сварочных работ, способы сварки, порядок наложения швов и режимы сварки, диаметры …
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.5.1. Ручную и полуавтоматическую сварку стальных конструкций при температурах ниже указанных в табл. 3 следует производить с подогревом стали в зоне выполнения сварки до 120—160°С на ширину 100 мм с каждой стороны соединения. Таблица 3 Минимально допустимая начальная температура …
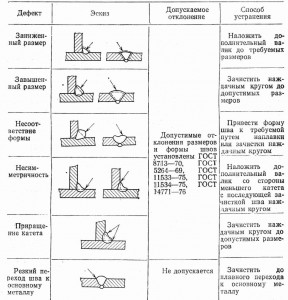
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.6.1. Контроль качества сварных соединений производят соответствующие специалисты служб МПТН или по их поручению сторонние специализированные организации. При этом швы и прилегающие к ним участки основного металла шириной не менее 20 мм в обе стороны от шва должны быть сухие …
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.7.1. Смена заклепок может быть сплошной или частичной. При сплошной смене заменяют все заклепки, расположенные в узле или стыке, при частичной — заменяют отдельные дефектные заклепки. Дефекты заклепок приведены в табл. 7. Таблица 7 Дефекты поставленных заклепок, причины дефектов …
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.8.1. Выявление трещин в металлоконструкциях следует производить согласно РТМ 31.4006—77 «Методика осмотра металлоконструкций портальных кранов морских портов». 1.4.8.2. Заварка сквозных трещин в листах и профилях должна осуществляться с последовательным соблюдением приводимых ниже требований: трещина по всей ее протяженности должна быть выявлена …
Торгуй на бирже с coinbot.biz Автоматизируй торговлю бесплатно, без скрытых платежей Узнать больше Биржи: Binance, Bybit 1.4.9.1. Допускаемые отклонения размеров отремонтированных сборочных единиц металлоконструкций не должны превышать величин, указанных в заводской или ремонтной документации, а при их отсутствии должны быть выполнены с предельными отклонениями ±1/2 (H16 = h16) *. 1.4.9.2. Допускаемые отклонения формы и расположения поверхностей отремонтированных …