
1.4.1.1. Правка применяется в случаях, когда фактические отклонения от проектной формы (прямолинейности и плоскостности) отдельных элементов и узлов металлоконструкций превышают величины, указанные в заводской документации на соответствующие узлы крановых металлоконструкций, а при их отсутствии—величины, приведенные в приложении 8 справочном.
1.4.1.2. Исправление элементов металлических конструкций, получивших остаточные деформации изгиба, необходимо вести способами холодной и горячей правки. Холодную правку необходимо предпочитать горячей в случаях, когда она допустима (п. 1.4.1.3).
1.4.1.3. Холодная правка должна осуществляться на вальцах, прессах или с помощью других устройств, обеспечивающих плавность приложения нагрузок, и лишь в отдельных случаях (при правке мелких деталей) допускается на плите через гладилку. Поверхность стали после правки не должна иметь вмятин, забоин и других повреждений.
Наибольшие искривления элементов, подлежащих холодной правке на вальцах и прессах, определяются по табл. 1.
При искривлении металла по радиусу меньшему, чем указано в табл. 1, правка должна производиться только в горячем состоянии в соответствии с п. 1.4.1.6.
1.4.1.4. Правка деформированных элементов путем наплавки валиковых швов не допускается.
1.4.1.5. При отрицательных температурах холодная правка не должна применяться.
1.4.1.6. Горячая правка проката из углеродистой стали должна производиться при нагреве ее до 700…800°С, а низколегированной стали —до 900 … 1100°С (от красного до оранжевого цвета каления) и прекращаться при температуре не ниже 700°С (вишневый цвет каления). При этом перегревы, общие или местные, не допускаются.
Не допускается какая-либо обработка или другие воздействия на металл при температуре 300 … 350°С (синий цвет побежалости). Скорость охлаждения после окончания гибки должна быть такова, чтобы не получилось закалки, коробления, трещин или надрывов металла в детали.
Таблица 1
Допускаемые минимальные значения радиуса кривизны р и максимальные значения стрелы прогиба f при правке углеродистой и низколегированной стали в холодном состоянии на вальцах и прессах (для расчетных элементов)
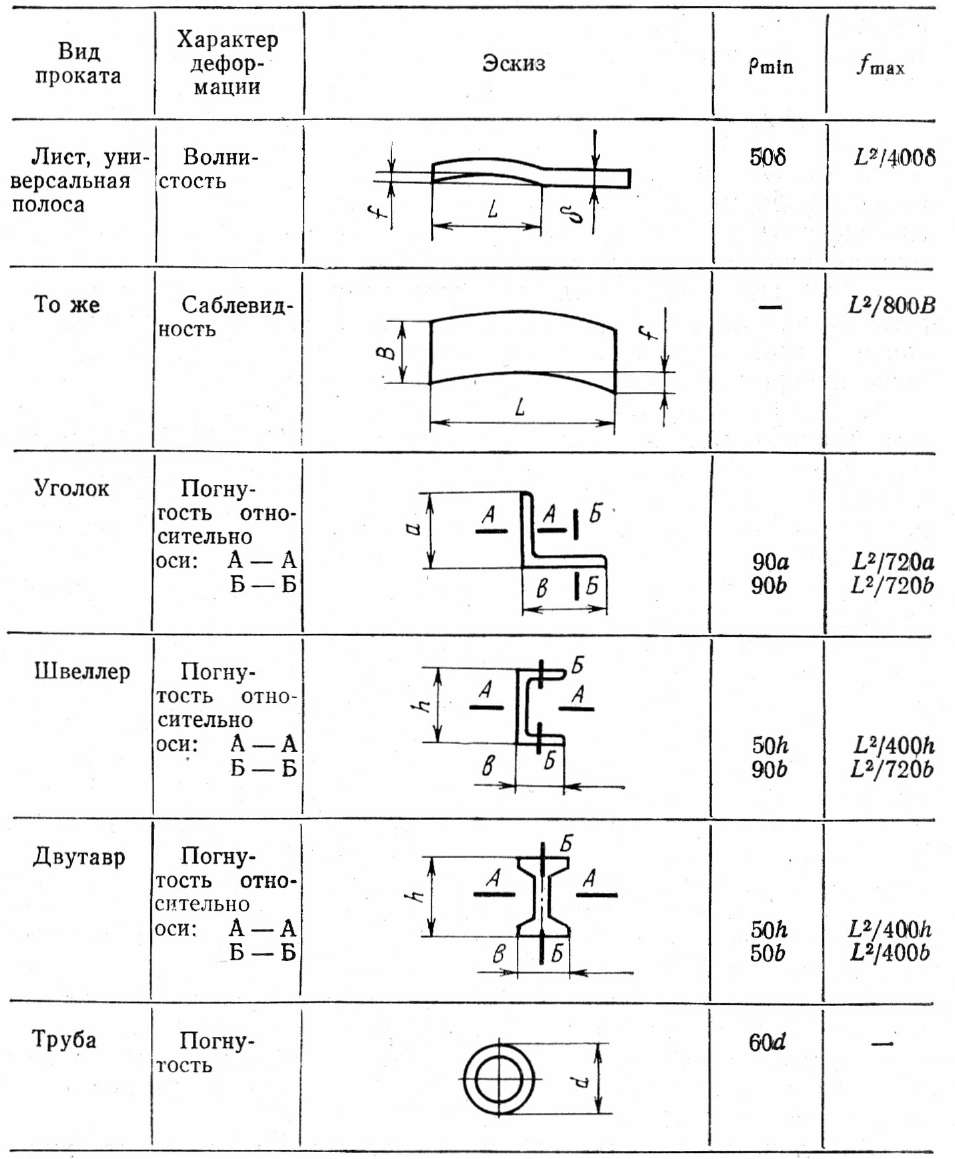
Где L — длина погнутой части.
Примечание. Минимальный радиус кривизны листовых деталей, воспринимающих статическую нагрузку, может быть принят равным 12,5& (& — толщину листа).
1.4.1.7. Допускаемые отклонения после правки не должны превышать следующих величин:
зазор между линейкой (натянутой струной) или обушком угольника, полкой или стенкой швеллера и двутавра — 0,001 длины элемента, но не более 10 мм;
высота местных волн элементов после правки не должна быть более 3 мм на 1000 мм при толщине листов до 16 мм и 2 мм на 1000 мм при толщине свыше 16 мм.