
Кран «Кировец» грузоподъемностью 10 т, чертеж общего вида — № 2001.00.0000; стрелы — № 2001.05.0000 и 2001:05.0200.
4.1. Описание дефекта
Трещины в раскосе поз. 17 чертеж № 2001.05.0200. Раскос, изготовленный из трубы, подлежит замене.
4.2. Устранение дефекта
4.2.1. Разметить ось заменяемого раскоса так, чтобы она совпадала с прямой, соединяющей точки пересечения осей поясов и соседнего раскоса (отклонение не более 5 мм, см. рис. 6,б).
4.2.2. Удалить швы, соединяющие раскос с косынками, и снять раскос (трубу).
4.2.3. Косынки зачистить от остатков сварных швов и краски.
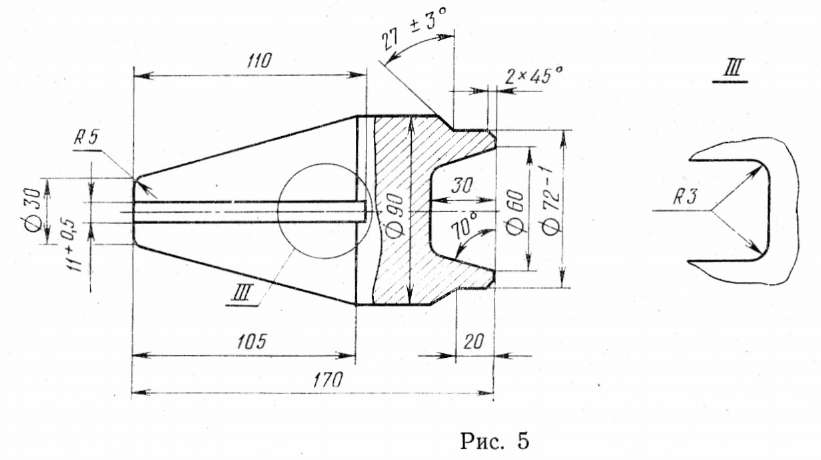
4.2.4. Изготовить две муфты (рис. 5).
4.2.5. Замерить расстояние между пазами снятой трубы.
4.2.6. Обрезать раскос с обоих концов (сечение А — А и узел II, см. рис. 6,б) таким образом, чтобы после установки муфт в трубу размер между пазами был бы равен размеру между пазами снятой трубы, при этом зазор Б (разрез А — А, см. рис. 6,б) должен быть минимально возможным.
4.2.7. Трубу с муфтами поставить на место снятой и прихватить муфты к трубе.
4.2.8. Снять трубу и приварить муфты стыковым швом по контуру. Корень шва варить электродом 3 мм, последующие проходы — 4 мм. Каждый шов очищать от шлака и зачищать поверхность его щеткой до металлического блеска.
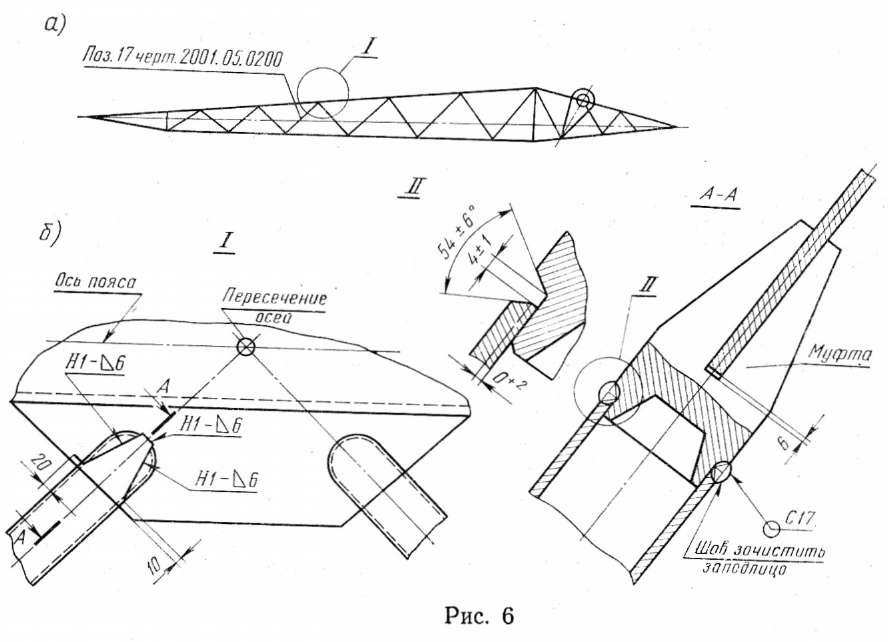
4.2.9. Готовый раскос установить по ранее выполненной разметке, вторично проверив совпадение оси нового раскоса с прямой, соединяющей точки пересечения осей поясов и соседних раскосов (отклонение не более 5 мм), и приварить к косынкам, как показано на рис. 6,б.
4.3. Технология ремонта и технические требования
4.3.1. Все работы производить на минимальном вылете; коромысло закрепить на каркасе.
4.3.2. Сварку производить по ГОСТ 5264—69 электродами типа Э-42А, ГОСТ 9467—75.
4.3.3. Удаление сварных швов производить воздушно-дуговой строжкой (угольный электрод с воздушным соплом) или газорезательным аппаратом. После удаления швов места срезки зачистить от окалины, окислов и науглероженного слоя.
Электродуговая резка металла запрещается.
4.3.4. Зачистку производить пневмо- или электромашинками с наждачным камнем.
4.3.5. Из-за невозможности проведения контроля сварных стыковых швов гамма- или рентгенографированием контроль указанных швов произвести ультразвуком согласно настоящему РД.