
Портальный кран фирмы «Кранбау Эберсвальде» грузоподъемностью 15 т. Общий вид чертеж № 60.684.011. Жесткая оттяжка чертеж № 60.684.011—109.
8.1. Описание дефекта
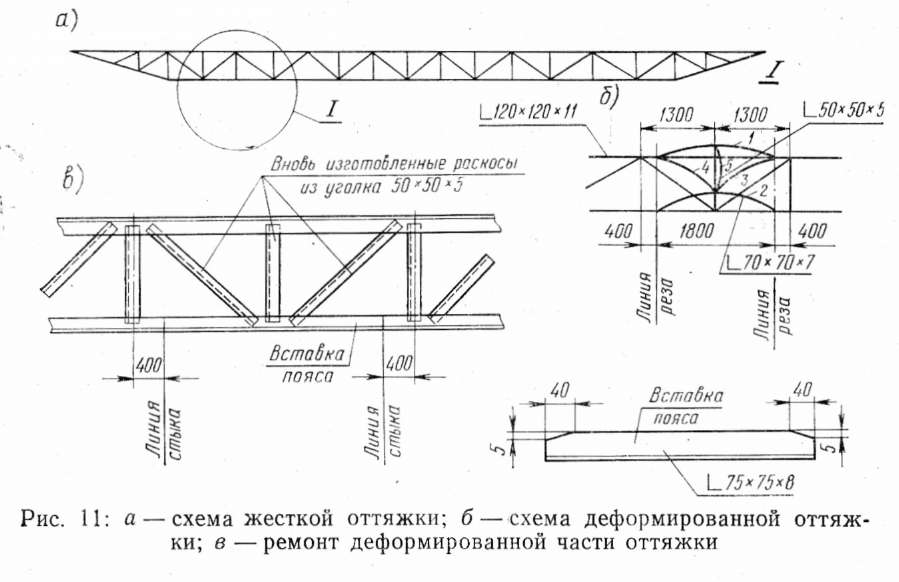
Деформация оттяжки.
Деформация оттяжки (рис. 11) затронула пояса верхний 1 и нижний 2, а также раскосы 3 и 4 и стойку 5, но не затронула узлы фермы (см. рис. 11, узел I).
Деформацию верхнего пояса можно устранить правкой. Нижний пояс в месте деформации необходимо заменить (так как большая стрела прогиба не позволяет выправить пояс). Деформированные раскосы 3 и 4, а также стойку 5 необходимо заменить новыми (см. рис. 11).
8.2. Устранение дефекта
8.2.1. Проверить сертификаты металла деформированных элементов. В связи с отсутствием металла марки MSt3S по DiN из которого фирмой были изготовлены деформированные элементы, подобрать прокат, изготавливаемый в СССР по ГОСТу.
8.2.2. По химическому составу и механическим свойствам сталь ВСтЗпс5, ГОСТ 380—71, заменяет сталь MSt3S.
8.2.3. Удалить деформированные раскосы 3 и 4 и стойку 5 (см. рис. 11).
8.2.4. Изготовить вместо фирменного отрезка нижнего пояса, выполненного из уголка 70X70X7 и материала MSt3S по DiN, новый отрезок пояса из уголка 75Х75Х8 и материала ВСтЗпс5, ГОСТ 380—71, или из стали, указанной в приложении 3 (справочном) настоящего РД. Деформированные раскосы 3, 4, 5, выполненные из уголка 50X50X5 и материала MSt3S по DiN, заменить новыми раскосами из уголка 50X50X5 и материала ВСтЗпс5 по ГОСТ 380—71 или из стали, указанной в приложении 3, той же длины, что и фирменные.
8.2.5. Выправить деформированный верхний пояс I (см. рис. 11).
8.2.6. Разделать кромки уголков нижнего пояса и вставки нижнего пояса под стыковой шов С18 согласно ГОСТ 5264—69.
8.2.7. Приварить стыковыми швами вставку к нижнему поясу.
8.2.8. Приварить вновь изготовленные раскосы к поясам оттяжки.
8.3. Технология ремонта и технические требования
8.3.1. Все работы производить на земле после демонтажа жесткой оттяжки.
8.3.2. Удаление сварных швов производить воздушно-дуговой строжкой (угольный электрод с воздушным соплом) или газорезательным аппаратом. После удаления швов места срезки зачистить от окалины, окислов и науглеро-женного слоя.
Электродуговая резка запрещается.
8.3.3. Зачистку стыковых швов производить пневмо- или электромашинками с наждачным камнем.
8.3.4. Сварку производить по ГОСТ 5264—69 электродами типа Э-42А, ГОСТ 9467—75.
8.3.5. Контроль стыковых сварных швов произвести гамма- или рентгенографированием согласно настоящему РД.
8.3.6. Контроль геометрии оттяжки произвести согласно приложению 8 (справочному) настоящего РД или заводской технической документации.